

工程機械用銷軸兩種中頻熱處理工藝的探討
作者:劉建明
單位:山東珠琳智造股份有限公司
來源:《金屬加工(熱加工)》雜志
1.概述
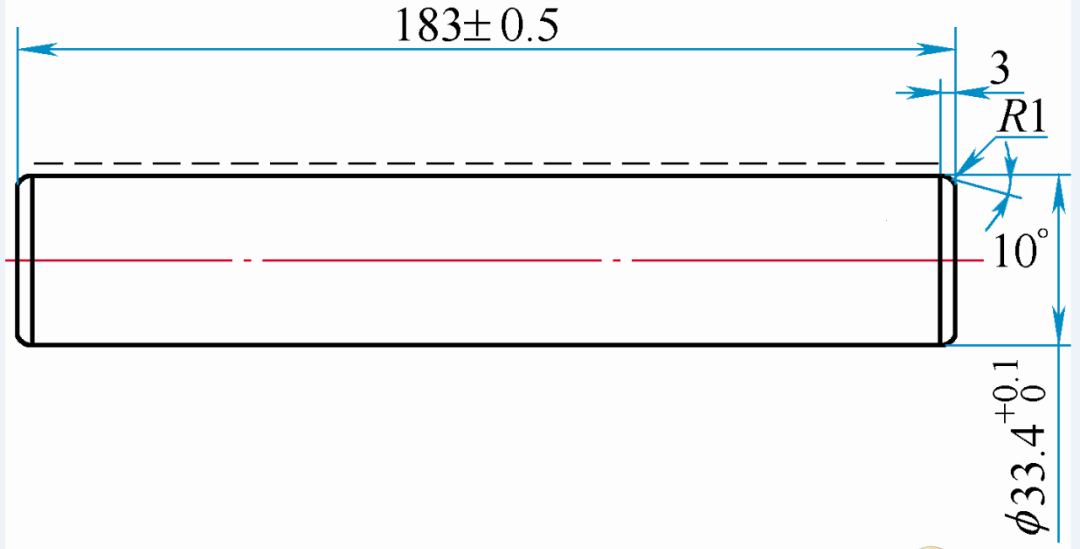
山東珠琳智造股份有限公司是工程機械四輪一帶的專業生產商,銷軸是四輪一帶里的重要部件,不僅需要承受一定的載荷,表面還需要一定的耐磨性。本文以171節距的銷軸(見圖1)為例,直徑為33.4mm,長度為183mm,材質為45B。技術圖樣要求熱處理工藝可采用兩種方式:①整體調質,然后表面進行高頻感應熱處理。②中頻感應加熱后噴淋淬火,表面和心部進行差別化硬度處理。出于成本控制和生產效率考慮,第②種熱處理方式成為市場的主流選擇。詳細的技術要求如下:淬硬層7~15mm(臨界硬度45HRC),表面硬度52~60HRC,心部硬度252~397HBS。
我公司的銷軸熱處理全部采用中頻感應加熱噴淋淬火工藝,但是淬火機床分為兩種,分別采取*控冷和*控溫來達到銷軸內外硬度差別化的目的。
2. *控冷中頻感應熱處理
此設備主要由自動上料機構、中頻感應線圈組成的2.8m長的加熱爐膛和三個壓淬冷卻工位組成,爐膛和冷卻工位之間靠移料伺服電動機和伺服推桿進行銜接。銷軸首先由自動上料機構上料,然后進入加熱爐膛進行加熱,加熱后移料伺服機構將加熱好的銷軸依次送到三個壓淬工位,然后由相應工位的伺服推桿推入壓輥進行噴水壓淬,壓淬的目的是防止彎曲變形超差。這種設備采取的是步進式生產方式,銷軸在爐膛內整體加熱至完全奧氏體化溫度,然后出爐進入壓淬工位進行噴液冷卻,依靠*控制噴水量和噴水時間來達到內外差別化硬化的目的。淬火完成的工件及時裝入臺車爐進行低溫回火。主要熱處理工藝參數如表1所示。
此工藝是采用較低的電源頻率來提高渦流透入深度,并在爐膛保溫一段時間,將工件整體加熱至Ac3以上,然后控制噴液進行冷卻。此工藝的優點:①由于采用三個工位進行冷卻,生產效率較高。②過程控制較為穩定。缺點:①此種冷卻方式無法保證整根軸各部分同時均勻冷卻,導致變形過大,必須依靠壓淬才能保證直線度。②增加了三個壓淬工位和移送料裝置使得設備構造較為復雜,設備故障率偏高,維護保養費用較高。

3. *控溫中頻感應熱處理
此設備主要由自動上料機構、兩個反向轉動的傳輸輥和在線感應回火爐組成。傳輸輥內從前到后依次布置預熱感應器、加熱感應器和環形噴水器。預熱感應器和加熱感應器通用,都是用8mm×12mm的矩形銅管制成的內徑為43mm的兩匝線圈。工件由自動上料裝置進行上料,傳送鏈將工件送入傳輸輥,工件在傳輸輥內依次經過預熱感應器和加熱感應器完成加熱,然后直接經過環形噴水器進行噴液冷卻,*經由在線回火爐完成回火。這種設備采用的是邊加熱邊冷卻的生產方式,由于是連續生產,不同于步進式生產,需要連續噴水冷卻,噴水時間無法隨時啟停,工件直徑又比較小,很難僅通過調節噴水量來控制工件內外冷卻速度,只能依靠控制加熱來保證內外差別化硬化處理。主要熱處理工藝參數如表2所示。

此工藝預熱采用較低的電源頻率來提高渦流的透入深度,加熱采用稍高于預熱的頻率使工件表面迅速達到奧氏體化溫度,而心部仍處在Ac1~Ac3區間內,然后迅速經過環形噴水器噴水冷卻。此工藝優點:①設備結構較為簡單,維護保養成本低。②由于工件心部不需加熱至完全奧氏體化,淬火后直接使用在線回火,能有效地降低能耗,節能減排效果較為突出。③由于采用環形噴水器,工件徑向冷卻均勻,熱變形較小,直線度極好,無需壓淬。缺點是加熱時間必須控制精準,由于Ac1~Ac3溫度區間很窄,稍有不慎心部就會完全奧氏體化。
4. 檢驗分析
(1)硬度與淬硬層 結果如表3所示。
(2)金相組織如圖2~圖5所示
圖2 *控冷淬硬區金相( 回火M,500X)
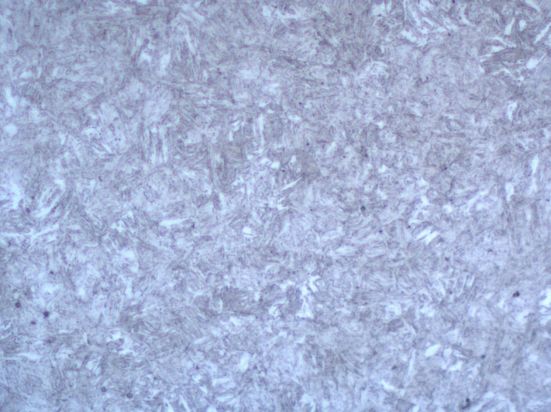
圖3 *控溫淬硬區金相(回火M,500X)
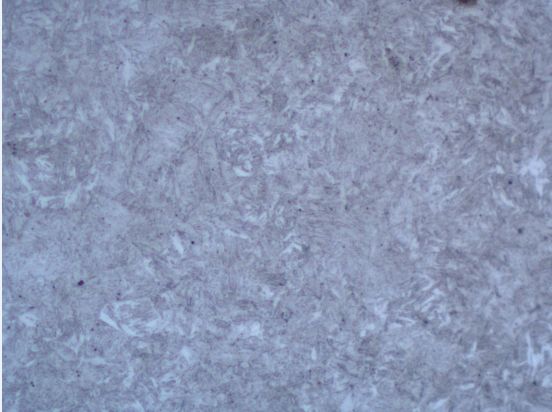
圖4 *控冷心部金相( T+回火M+少量先共析F,500X)
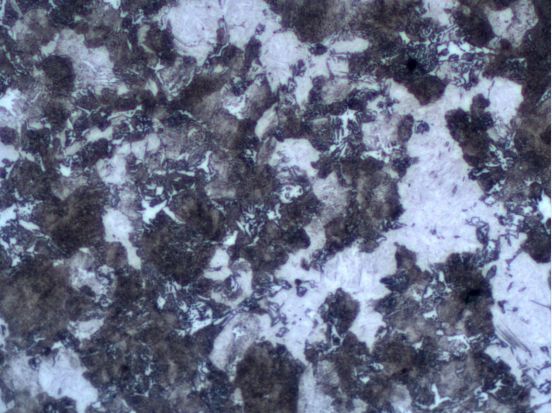
圖5 *控溫淬硬區金相(回火M+T+少量未溶鐵素體,500X )
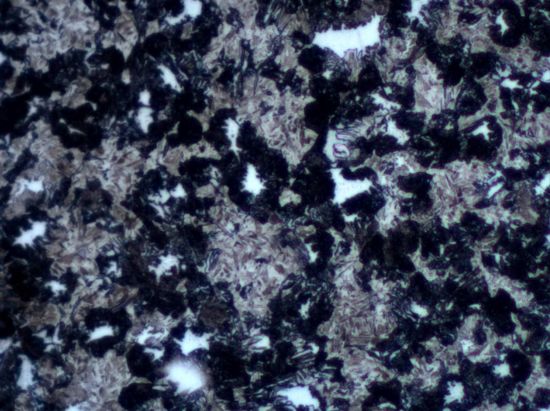
通過檢驗發現,兩種工藝的硬度都符合圖樣技術要求,近表面淬硬區金相無差別,都是均勻的回火馬氏體組織。心部組織也都是由回火馬氏體、屈氏體和少量鐵素體組成。心部組織的區別在于回火馬氏體和屈氏體組織占比不同,同時少量鐵素體的組織形態也不同。控冷的心部鐵素體是由于淬火時心部冷速較慢,先共析鐵素體沿晶界析出,而控溫的心部鐵素體呈塊狀分布,是加熱時的未溶鐵素體。由于鐵素體只在心部存在,且占比極小,對銷軸整體強度影響極小,但有利于提高銷軸的塑韌性和降低脆性。
5. 結語
兩種工藝不同之處就是*種熱處理工藝是用較低的頻率使工件內外透熱,然后靠*控冷,使工件內外冷速不同,讓表面和心部獲得不同的金相組織,從而得到不同的硬度。第二種熱處理工藝是預熱用較低的頻率來提高加熱深度,加熱用高于預熱的頻率來提高工件表面溫度,通過*控制每根銷軸通過感應器的時間來達到*控溫的目的,讓工件表面完全奧氏體化,而心部溫度仍處在Ac1~Ac3溫度區間內,在噴水冷卻時,表面得到完全硬化,心部屬于亞溫淬火,淬火后心部處于半馬氏體狀態,從而實現表面和心部的差別化硬化效果。兩種工藝生產出的工件都能符合圖樣技術要求,經模擬撓度試驗,在200kN的彎曲載荷下,彎曲撓度差別不大,且經市場兩年多使用驗證,無不良反饋。











{kind=link}